Hobs: solid or indexable (with soldered carbide inserts), with high quality HSS or carbide cutting edges, often with protective PVD coating. Tools for effective gear machining.
See more at:
HOBS
TOOLS TYPES :
We have extensive range of tools, main division of Our assortment, distinguish due to:
- Purpose: standard use, chain gears, drive belts, spline shafts (standard and involute);
- Material: HSS, carbide, PVD coated;
- Type: Roughing (solid and indexable), High effective TURBO type hobs, all-purpose hobs;
- Mounting: arbor or shank type
- Additional tools: master gears, shaper cutters (bell, shank and disc type), broachers (round, polygonal, spline, serration and special)
GEAR PROPERTIES:
| Factors influencing quality and price |
Tool advantages/Features description |
| Tool material (HSS, carbide) |
High hardness and wear resistance |
| Coating(PVD) and imposition method |
Easier chip clearance, less vibration, higher max. temperature, greater durability and longer tool life |
| Tool grinding on CNC grinders |
Proper geometry, greater sharpness of CE, fewer defects of CE, smoother surface |
| Tool mounting (arbor, shank) |
In case of shank cutters its causes more elements to make (arbor, tool and shaft) |
| Cutting edge geometry (standard / special) |
Processing of non-standard shapes |
| Tool type (solid/indexable) |
Indexable hobs are larger, body material is less expensive beside of solid cutter |
| Tolerance (B, A, AA, AAA) |
Ability to perform higher quality components |
| Module (m:0,5 -40+) |
Gear machining from given module range |
| Tool dimensions (⌀D, L) |
Ability of producing a few items at a same time, greater rigidity processing, processing of larger wheels |
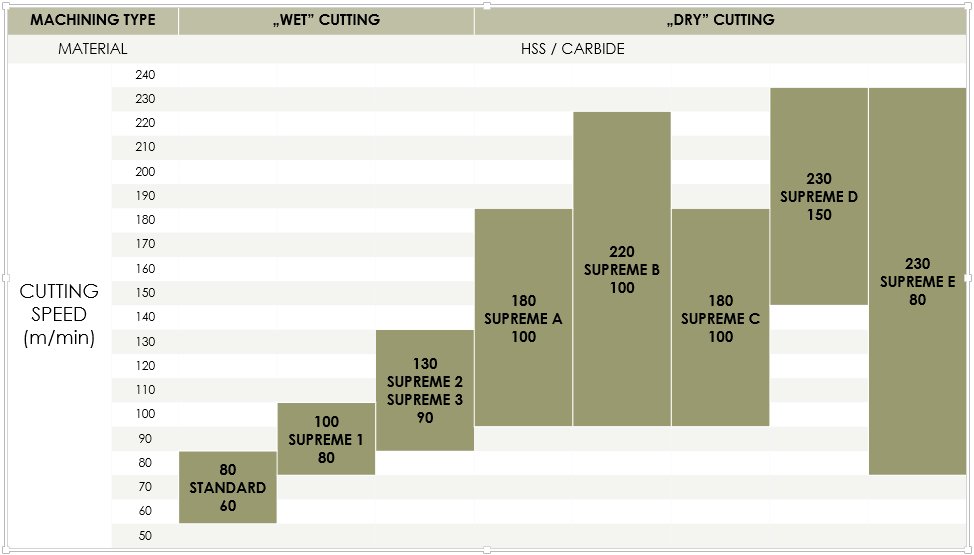
PVD coatings:
PVD tools improve resistance to heat and abrasion: high quality PVD layers offers an advantage in milling. Reduces friction and wear resistance in compare to conventional and HSM milling (“wet / dry” machining). Modern technology provides a smooth coating layer, reducing the friction between evacuated chips, and a tool.